 鋰離子電池組成比較繁雜,主要包括正/負極極片、隔膜、電解液、集流體和黏結劑、導電劑等,涉及的反應包括正負極的電化學反應、離子傳導和電子傳導以及熱量的擴散等。
鋰離子電池組成比較繁雜,主要包括正/負極極片、隔膜、電解液、集流體和黏結劑、導電劑等,涉及的反應包括正負極的電化學反應、離子傳導和電子傳導以及熱量的擴散等。
鋰離子電池制造工藝一般流程為:活性物質、黏結劑和導電劑等混合制備成漿料,然后涂覆在銅或鋁集流體兩面,經干燥后去除溶劑形成干燥極片,極片顆粒涂層經過壓實致密化,再裁切或分條。然后正/負極極片和隔膜組裝成電池的電芯,封裝后注入電解液,經過充放電激活,最后形成電池產品。
按照芯包成型形態可以分為方形電池、圓柱電池和軟包電池,常規地可以將電池制造過程分為前段工序制片段、中段工序裝配段和后段工序測試段三段。
前段工序制片段的生產目標是完成正、負極極片生產。其工藝路線有制漿、涂布、輥壓、分切、制片、模切,與之相關的設備如有攪拌機、涂布機、輥壓機、分條機、制片機、模切機等。
中段工序裝配段的生產目標是完成電芯的制造,不同類型鋰電池的中段工序技術路線、產線設備存在差異。中段工序的本質是裝配工序,具體來說是將前段工序制成的(正、負)極片,與隔膜、電解質進行有序裝配。
由于方形(卷狀)、圓柱(卷狀)與軟包(層狀)電池結構不同,導致不同類別鋰電池在中段工序的技術路線、產線設備存在明顯差異。具體來說,方形、圓柱電池的中段工序主要流程有卷繞、注液、封裝,所涉及的設備主要包括卷繞機、注液機、封裝設備(入殼機、滾槽機、封口機、焊接機)等;軟包電池的中段工序主要流程有疊片、注液、封裝,所涉及的設備主要包括疊片機、注液機、封裝設備等。
后段工序的生產目標是完成化成封裝。截至中段工序,電池的電芯功能結構已經形成,后段工序的意義在于將其激活,經過檢測、分選、組裝,形成使用安全、性能穩定的鋰電池成品。
后段工序主要流程有化成、分容、檢測、分選等,所涉及的設備主要包括充放電機、檢測設備等。
前段工序制片工藝
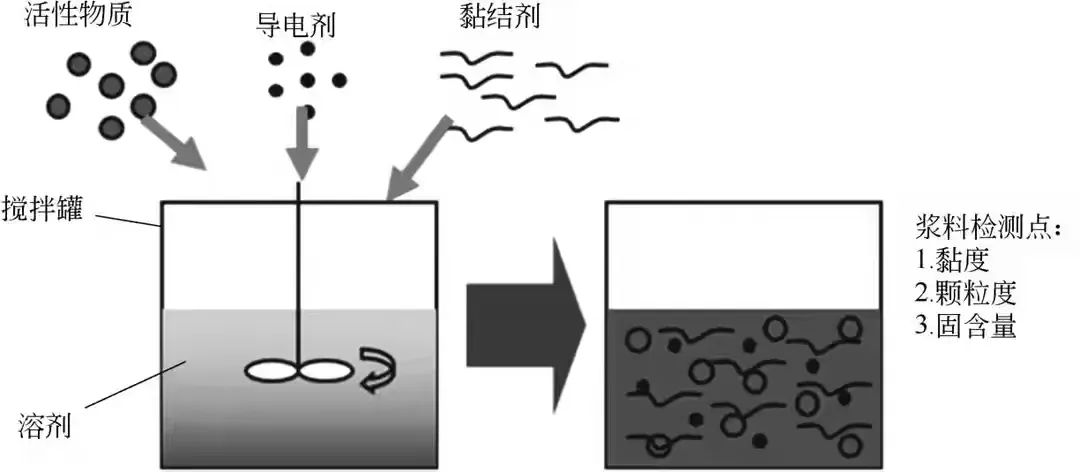
①制漿:制漿是將活性物質粉體、黏結劑、導電劑等和溶劑按照一定順序和條件混合均勻制成穩定懸浮液的過程。
鋰電池的漿料分為正極漿料和負極漿料。漿料的配方、分散的均勻度、漿料的黏度、附著力、穩定性、一致性對鋰電池的性能有重大影響。將組成電極的活性物質、導電炭、增稠劑、黏結劑、添加劑、溶劑等按照一定的比例和順序通過自動投料控制系統投入攪拌機中,借助攪拌機公轉攪動和分散碾碎作用得到分散均勻的固液懸浮狀漿料以利于涂布。
攪拌三要素:潤濕、分散和穩定。
攪拌槳對分散速度有影響,攪拌槳大致包括蛇形、蝶形、球形、槳形、齒輪形等。一般蛇形、蝶形、槳形攪拌槳用來處理分散難度大的材料或配料的初始階段;球形、齒輪形用于分散難度較小的狀態,效果佳。
攪拌速度對分散程度的影響,一般說來攪拌速度越高,分散速度越快,但對材料自身結構和對設備的損傷就越大。
黏度對分散程度的影響,通常情況下漿料黏度越小,分散速度越快,但太稀將導致材料的浪費和漿料沉淀的加重。
黏度對黏結強度的影響,黏度越大,柔制強度越高,黏結強度越大;黏度越低,黏結強度越小。
真空度對分散程度的影響,高真空度有利于材料縫隙和表面的氣體排出,降低液體吸附難度;材料在完全失重或重力減小的情況下分散均勻的難度將大大降低。
溫度對分散程度的影響,適宜的溫度下,漿料流動性好、易分散。太熱漿料容易結皮,太冷漿料的流動性將大打折扣。
配料的攪拌是鋰電池后續工藝的基礎,高質量攪拌是后續涂布、輥壓工藝高質量完成的基礎,會直接或間接影響到電池的安全性能和電化學性能。
勻漿設備按操作方式分為間歇式勻漿和連續式勻漿,間歇式勻漿代表性設備分雙行星攪拌勻漿、分散機循環勻漿;連續式勻漿主要是雙螺旋連續研磨分散勻漿。
②涂布:涂布是將正極(負極)懸浮液漿料均勻涂布于鋁箔(銅箔)幅面上,然后進行干燥成膜的過程。
據漿料參數調節泵速,同時通過擠壓頭墊片厚度及均勻性控制擠壓頭腔體壓力調節控制涂層厚度,使漿料均勻涂布在集流體基材上,通過烘箱干燥加熱除去平鋪于基材上的漿料溶劑,使固體物質很好地粘接于基材上分別制成正、負極的極片卷。
涂布工序的執行質量深刻影響著成品電池的一致性、安全性、壽命周期,所以涂布機是前段工序中價值最高的設備。
③輥壓:通過輥壓使活性物質與集流體接觸緊密,減小電子的移動距離,降低極片的厚度,提高裝填量,同時降低電池內阻提高電導率,提高電池體積利用率從而提高電池容量。
④分切:根據工藝和來料尺寸,使用分切機將膜卷切成多個尺寸相同的卷料。將極片分切成設計的寬度,從而達到電芯尺寸要求。(工藝中模切、分切前后順序不一定,也有模切、分切同時進行的。)
⑤模切:將陰陽極膜片通過成型刀模或激光的剪切形成特定形狀和規格的極耳和極耳間距。圖5為模切產品狀態圖。
中段工序測試工藝
裝配工藝流程:卷繞→熱壓→X射線檢測(根據產品要求)→電芯配對→軟連接焊接→超聲波焊接→絕緣底入殼→公眾號動力電池BMS,電芯入殼→頂蓋焊接→氣密性檢測→真空烘烤→注液→靜置。
①卷繞
卷繞是將正極極片、負極極片、隔膜按一定順序通過繞制的方法,制作成芯包(jelly roll)的過程。主要用于方形、圓形鋰電池生產。
相比圓柱卷繞,方形卷繞工藝對張力控制的要求更高,故方形卷繞機技術難度更大,卷繞工序需要監控的項目有極片或隔膜破損、物料表面的金屬異物、極片雙面涂層錯位值(overhang)、來料壞品、極耳打折與翻折等;過程具備糾偏機構、張力控制組件、極片計長組件等控制,以保證卷繞出的電芯各個參數符合規格要求。
②熱壓:芯包熱壓的目的主要是對電芯進行整形,降低芯包轉運過程極片隔膜跑偏導致短路或overhang(即陽極極片與陰極極片所控制的間距)發生變化,消除隔膜褶皺,趕出電芯內部空氣,使隔膜和正負極極片緊密貼合在一起,縮短鋰離子擴散距離,降低電池內阻,改善鋰離子電池的平整度,使電芯厚度滿足要求并具有高的一致性,同時控制芯包厚度在相對一致的規格范圍內,為電芯入殼以及電池一致性打下基礎。
電芯熱壓整形的主要工藝參數有加壓壓力、加壓時間和模板溫度。在合適的工藝參數下,厚電芯內部幾乎不存在空氣,隔膜和極片緊貼合在一起,松散電芯能夠變成硬塊狀態。但是,對于近年來使用的陶瓷隔膜,由于陶瓷層存在,隔膜很難與極片貼合在一起形成這種狀態。
在工藝確定試驗中,檢測項目包括隔膜的透氣性、厚度變化,電芯厚度是否滿足入殼要求,極片是否發生斷裂等。電池隔膜作為電池的核心部件,發揮了隔離正、負極片,或集流體接觸短路同時允許鋰離子在兩極之間往復通過的關鍵作用,隔膜上的微孔結構正是這些離子往返于正負極的重要通道,它的透氣性能會直接影響電池的性能,隔膜透氣性是指隔膜在一定的時間、壓力下透過的氣體量。如果隔膜的透氣性不好,將影響鋰離子在正負極之間的傳遞,繼而影響鋰電池的充放電。
隔膜透氣性測試工藝過程為:固定電池隔膜,在隔膜一側施加氣壓,計量氣壓壓降和所用時間,檢測隔膜的透氣性,所用時間越短,透氣性越好。在熱壓過程中,隔膜可能被嚴重壓縮,隔膜厚度變化大,導致微孔被堵塞,肉眼觀察隔膜會變成透明色,這種情況說明熱壓整形對電芯作用超限,會影響鋰離子傳輸。
熱壓溫度超規格會導致隔膜閉孔,使得電芯內部直流電阻(DCR)增大,鋰離子通道受阻,導致容量發揮不足。如果極片比較脆,電芯折彎處在熱壓整形中容易發生掉粉甚至斷裂,這會導致電子傳輸受限,增加電池內阻。因此,電芯熱壓整形也必須避免這種情況發生。這幾個方面要求熱壓整形壓力越小越好,時間越短越好。
常規地可在電池熱壓前進行預熱處理以縮短熱壓電芯升溫時間,從而縮短熱壓時間。試驗線大多采用手動熱壓機,量產線都為自動熱壓機。
③X射線檢測:對卷繞熱壓完成的電芯進行尺寸復查,此道工序由工藝部門根據實際情況決定全檢或抽檢,以防止不合格電芯流入后工序。圖9為X射線測試儀。
④電芯配對:針對方形電池或疊片電池,為了容量可以滿足客戶需求,衍生了多JR電芯(即一個鋁殼內裝多個并聯電芯,JR即jelly roll,代表芯包),2JR以上電芯組成一個新的電池工藝。多JR的產生主要原因一方面降低單JR的報廢成本;另一方面卷繞設備電芯極片長度太長,設備控制能力難以滿足會導致極耳錯位、來料浪費等。其工藝動作為將輸送線上的A/B面電芯分揀并實現堆疊配對。
⑤軟連接焊接:軟連接焊接又稱集流體焊接,用于完成電池頂蓋與軟連接片的焊接工作。主要檢測焊印尺寸和焊接拉力,若焊印尺寸偏小則可能殘留面積偏小,過流能力差,焊接拉力異常也可能導致焊機虛焊,影響過流能力。
⑥超聲波焊接:將芯包的正、負極極耳分別與軟連接片焊接起來,使得頂蓋上的極柱與電芯的極耳連通。
⑦絕緣底入殼:在卷繞電芯插入鋁殼以前,放一個絕緣底入鋁殼底部是為了防止電池內部短路,這對于一般電池都是相同的。
⑧電芯入殼:電芯入殼即將成品芯包裝入鋁殼,起到以便于加入電解液以及保護電芯結構的作用。入殼采用的設備多為將鋁殼通過機械手轉運到固定夾具,通過高精度軌道推動電芯平緩進入鋁殼。電芯入殼后要對其進行短路檢測,以防止不良電芯流入后工序。
⑨頂蓋焊接:將入殼后的電池進行頂蓋焊接。
⑩氣密性檢測:多采用氦氣檢測,通過向頂蓋焊接后的電池注入氦氣并檢測其是否泄漏氦氣判定電芯鋁殼及頂蓋是否存在針孔或間隙。
?真空烘烤:真空環境下的高溫烘烤以降低電芯中水含量,使其達到安全界定值。故而其后要對電池進行水含量檢測。
?注液:將電解液按照一定容量注入電池內,電解液和極片發生化學反應同時作為離子運輸的媒介。
?靜置:在注液與一封完成后,首先需要將電芯進行靜置,依據工藝的不同會分為高溫靜置與常溫靜置,靜置的目的是讓注入的電解液充分滋潤極片,充分在極片間擴散。
后段工序測試工藝
截至裝配段工序,鋰電池的電芯功能結構已經形成,測試段工序的意義在于將其激活,經過檢測、分選、組裝,形成使用安全、性能穩定的鋰電池成品,其工藝路線大致分為:化成分容系統→激光清洗→密封釘焊接→清洗→尺寸測量。
①化成分容系統:即電池第1次充電,陽極上形成保護膜,稱為固體電解質中間相層(SEI),以實現鋰電池的“初始化”并通過抽真空的方式排出電芯內的氣體。它能防止陽極與電解質反應,這是電池安全操作、高容量、長壽命的關鍵要素。電池經過幾次充放電循環以后陳化2~3周,剔去微短路電池,再進行容量分選包裝后即成為商品。在化成后電解液損失嚴重的電芯可進行二次注液補充電解液。
②激光清洗:對注液口進行激光清洗,保證密封釘焊接的質量。
③密封釘焊接:化成分容后會對電池負壓充入一定量的惰性氣體,然后插入密封釘進行密封封口焊接。
④清洗:對電池外殼進行表面清潔。
⑤尺寸測量:保證電芯尺寸一致性。
以上即為鋰電池常規生產制造的工藝流程介紹。
【版權聲明】圖文轉載于網絡,版權歸原作者所有,僅供學習參考之用,禁止用于商業用途,如有異議,請聯系我們進行刪除。